La totala kosto de investanto por varm-trempa galvaniza fabriko falas en tri ĉefajn kategoriojn. Ĉi tiuj estas Kapitala Ekipaĵo, Infrastrukturo kaj Operacioj. Laprezo de varma-trempa galvaniza ekipaĵoinkluzivas ŝlosilajn erojn. Ĉi tiuj eroj estas la galvaniza kaldrono, antaŭtraktaj tankoj kaj materialaj manipulaj sistemoj. Infrastrukturkostoj kovras teron, konstruaĵon kaj instalaĵon de servaĵoj. Funkciaj kostoj estas daŭraj elspezoj por krudmaterialoj, energio kaj laboro.
La merkato por varm-trempiga galvanizado montras fortan kreskopotencialon. Ĉi tiun kreskon pelas infrastrukturinvestoj kaj postulo je korodorezistaj materialoj. La merkato por produktoj kieltuboj galvanizaj liniojpligrandiĝas.
| Metriko | Valoro |
|---|---|
| Merkata Grandeco en 2024 | 62.39 miliardoj da usonaj dolaroj |
| Merkata Grandeco en 2032 | 92.59 miliardoj da usonaj dolaroj |
| jara kreskorapideco (2025-2032) | 6.15% |
Ŝlosilaj Konkludoj
- Starigantegalvaniza fabrikokostas monon por ekipaĵo, tereno kaj konstruaĵoj. La ĉefa ekipaĵo inkluzivas la galvanizigan kaldronon kaj maŝinojn por movi ŝtalon.
- Funkciigi galvanizan fabrikon havas daŭrajn kostojn. Tiuj inkluzivas aĉeti zinkon, pagi por energio kaj pagi laboristojn.
- La prezo de zinko ofte ŝanĝiĝas. Ĉi tiu ŝanĝo influas kiom kostas funkciigi la fabrikon ĉiutage.
Komenca Investo: La Prezo de Varma-Tremp-Galvanigada Ekipaĵo kaj Infrastrukturo
La komenca investo reprezentas la plej signifan financan obstaklon dum establado de galvaniza fabriko. Ĉi tiu fazo inkluzivas ĉiujn antaŭajn elspezojn por ekipaĵo, fizikaj strukturoj kaj aranĝo. La totala kosto varias multe laŭ la celita kapacito de la fabriko, nivelo de aŭtomatigo kaj geografia loko. Baza fabriko por malgrand-kvantaj aĵoj povus komenciĝi je ĉirkaŭ 20 000 dolaroj. Grandskala, kontinua prilabora linio povas superi 5 000 000 dolarojn.
Ekzempla investa analizo por mezgranda fabriko ilustras la distribuon de kostoj.
| Kategorio | Kosto (lakhoj da hindaj rupioj) |
|---|---|
| Tero kaj Infrastrukturo | 50 – 75 |
| Maŝinaro kaj Ekipaĵo | 120 – 200 |
| Zinka Inventaro | 15 – 30 |
| Laboro kaj Servaĵoj | 10 – 15 |
| Licencado kaj Konformeco | 5 – 10 |
| Totala Komenca Investo | 200 – 300 |
Galvaniza Bolkruĉo: Grandeco kaj Materialo
Lagalvaniza bolkruĉoestas la koro de la operacio kaj ĉefa kosto-faktoro. Ĝiaj dimensioj — longo, larĝo kaj profundo — determinas la maksimuman grandecon de ŝtalproduktoj, kiujn la fabriko povas prilabori. Pli granda kaldrono tenas pli da fandita zinko, postulante pli da energio por varmigi kaj pliigante la totalan prezon de varm-trempa galvaniza ekipaĵo. Kaldronoj estas tipe faritaj el speciala malalt-karbona, malalt-silicia ŝtalo por rezisti korodon de fandita zinko. La materiala kvalito rekte influas la vivdaŭron kaj anstataŭigan oftecon de la kaldrono.
Antaŭtraktaj Tankoj
Antaŭ galvanizado, ŝtalo devas sperti serion da purigaj paŝoj. Ĉi tiu procezo okazas en antaŭtraktaj tankoj. La nombro kaj grandeco de ĉi tiuj tankoj dependas de la dezirata trafluo kaj la stato de la alvenanta ŝtalo. Tipa antaŭtrakta linio inkluzivas plurajn paŝojn:
- Sengrasigo:Forigas oleon, malpuraĵon kaj grason.
- Lavado:Forlavas sengrasajn kemiaĵojn.
- Piklado:Uzas acidon (kiel klorida acido) por forigi muelejan skalon kaj ruston.
- Lavado:Forlavas la acidon.
- Fluado:Aplikas solvaĵon de zinka amonia klorido por malhelpi reoksidiĝon antaŭ trempado.
Ĉi tiuj tankoj ofte estas konstruitaj el materialoj kiel polipropileno aŭ fibro-plifortigita plasto (FRP) por elteni korodajn kemiaĵojn.
Materialaj Manipuladaj Sistemoj
Efika materialmanipulado estas decida por produktiveco kaj sekureco. Ĉi tiuj sistemoj transportas ŝtalon tra ĉiu etapo de la procezo. La elekto inter manaj, duonaŭtomataj kaj plene aŭtomataj sistemoj signife influas la komencan investon.
| Sistemo-tipo | Meza Preza Gamo (USD) |
|---|---|
| Duonaŭtomata Linio | 30 000 USD – 150 000 USD |
| Plene Aŭtomata Linio | 180 000 USD – 500 000 USD |
| Propra Preta Fabriko | 500 000 USD+ |
Noto:Mana manipulado havas pli malaltan komencan koston sed ofte kondukas al pli altaj longdaŭraj elspezoj. Ĉi tiuj elspezoj devenas de laborakcidentoj, produktodamaĝo kaj pli malrapida produktado. Aŭtomataj sistemoj postulas pli grandan komencan investon kaj spertajn funkciigistojn. Tamen, ili liveras pli grandan kostefikecon laŭlonge de la tempo per pliigita efikeco kaj pli sekura labormedio. La prezo de varmbas-galvanigaj ekipaĵoj altiĝas kun aŭtomatigo, sed ankaŭ la longdaŭra profiteco de la fabriko altiĝas.
Hejtado kaj Vaportraktado Sistemoj
La galvaniza kaldrono postulas potencan hejtosistemon por teni la zinkon fandita je proksimume 840°F (450°C). Alt-rapidaj tergasaj bruliloj estas ofta elekto. Same grava estas la sistemo por traktado de vaporoj. La galvaniza procezo generas danĝerajn vaporojn kaj polvon, kiuj postulas kapton kaj traktadon por plenumi mediajn regularojn.
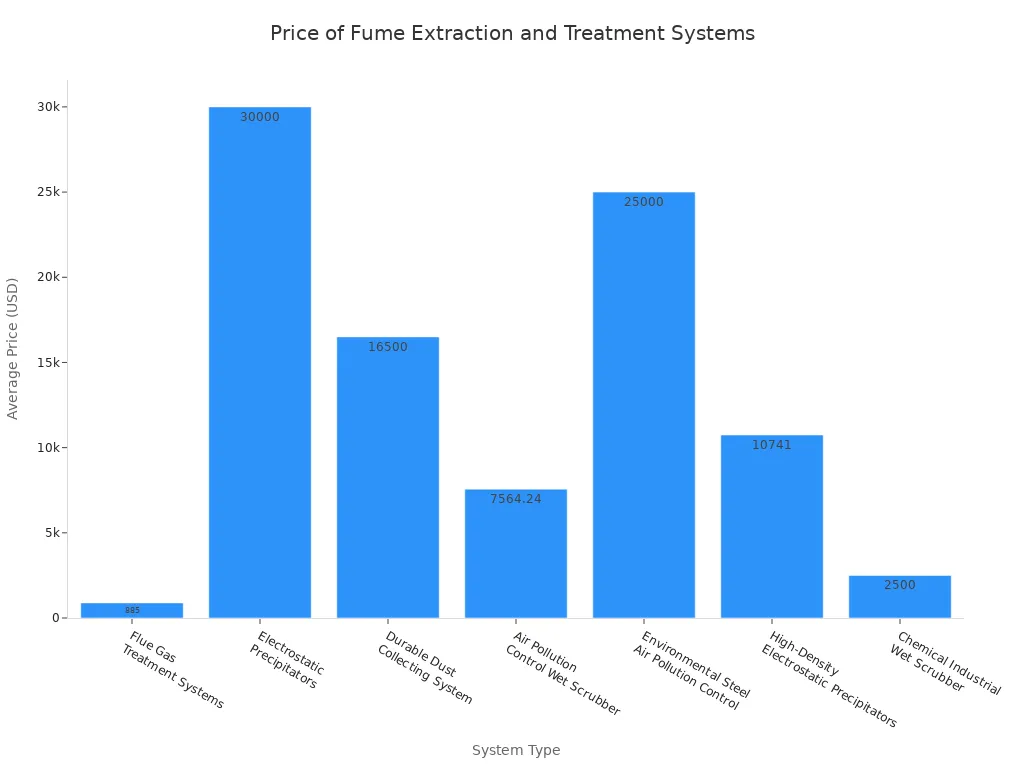
Konformeco al normoj de la Mediprotekta Agentejo (EPA) aŭ la Eŭropa Unio (EU) estas nenegocebla. En Nordameriko, 70% de fabrikaj firmaoj prioritatigas ĝisdatigon de filtraj sistemoj por plenumi aerkvalitajn normojn. Entreprenoj montras pretecon pagi 10-15% premion por sistemoj, kiuj garantias konformecon kaj ofertas superan filtradon. Tio faras la fumpurigan sistemon kritika parto de la buĝeto.
Tero kaj Konstruaĵo
La kosto de tereno kaj konstruado multe dependas de la loko de la fabriko. Galvaniga fabriko postulas signifan spacon por akomodi la tutan produktadlinion, de la alveno de ŝtalo ĝis la stokado de preta produkto. La konstruaĵo mem havas specifajn dezajnajn bezonojn. Ĝi devas havi altajn plafonojn por funkciigi pontajn gruojn kaj fortikajn fundamentojn por subteni pezajn ekipaĵojn kiel la boldakvon. Taŭga ventoladinfrastrukturo ankaŭ estas esenca por administri varmon kaj aerkvaliton tra la tuta instalaĵo. Ĉi tiuj faktoroj igas industri-zonigitan terenon kaj specialigitan konstruadon grava parto de la komenca kapitalelspezo.
Servaĵoj kaj Instalaĵo
Galvaniga fabriko estas grava konsumanto de energio, ĉefe tergaso kaj elektro. La starigo de altkapacitaj servaĵaj konektoj estas konsiderinda unufoja kosto. La kostoj de instalado de tergasaj tuboj varias laŭ pluraj faktoroj:
- Distanco de la ĉefa gasprovizo
- Komplekseco de la fosado kaj instalado
- Tipo de uzata tubmaterialo (ekz. ŝtalo, HDPE)
La instalaĵkostoj por nova gaslinio povas varii de 16 ĝis 33 dolaroj por linia futo. Nova linio kuranta de la strato al la instalaĵo povas facile superi 2 600 dolarojn, kun kompleksaj industriaj projektoj kostantaj multe pli. Simile, establi altkapacitan elektran konekton por motoroj, gruoj kaj kontroloj postulas kunordigon kun lokaj servaĵprovizantoj kaj povas esti kompleksa, multekosta procezo. La instalado de ĉiuj maŝinoj estas la fina komponanto, kiu kontribuas al la totala prezo de varm-trempa galvaniza ekipaĵo.
Daŭraj Funkciaj Kostoj

Post la komenca aranĝo, agalvaniza fabrikoLa financa sano dependas de la administrado de ĝiaj daŭraj funkciaj kostoj. Ĉi tiuj revenantaj elspezoj rekte influas la prezon de la fina galvanizita produkto kaj la ĝeneralan profitecon de la fabriko. Zorgema administrado de krudmaterialoj, energio, laboro kaj bontenado estas esenca por longdaŭra sukceso.
Krudmaterialoj: Zinko kaj Kemiaĵoj
Krudmaterialoj reprezentas la plej grandan parton de la funkcia buĝeto de fabriko. Zinko estas la plej kritika kaj multekosta komponanto. La prezo de Speciala Altgrada (SHG) zinko varias laŭ tutmonda provizo kaj postulo, igante ĝin varia elspezo, kiun fabrikestroj devas atente monitori. Merkataj indeksoj, kiel ekzemple la "Zinka speciala altgrada en-stokeja Roterdama premio" provizita de Argus Metals, ofertas komparnormon por prezigado.
La kosto de zinko povas varii signife inter provizantoj kaj regionoj.
| Produkta Priskribo | Pureco | Preza Gamo (USD/tuno) |
|---|---|---|
| Speciala Altgrada Zinka Orbriko | 99.995% | 2 900 USD – 3 000 USD |
| Altgrada Zinka Orbriko | 99.99% | 2 300 USD – 2 800 USD |
| Norma Zinka Orbriko | 99.5% | 1 600 USD – 2 100 USD |
Noto:La prezoj supre estas ilustraj kaj varias ĉiutage. Fabrikposedanto devas establi fidindajn provizoĉenojn por certigi konkurencivajn prezojn.
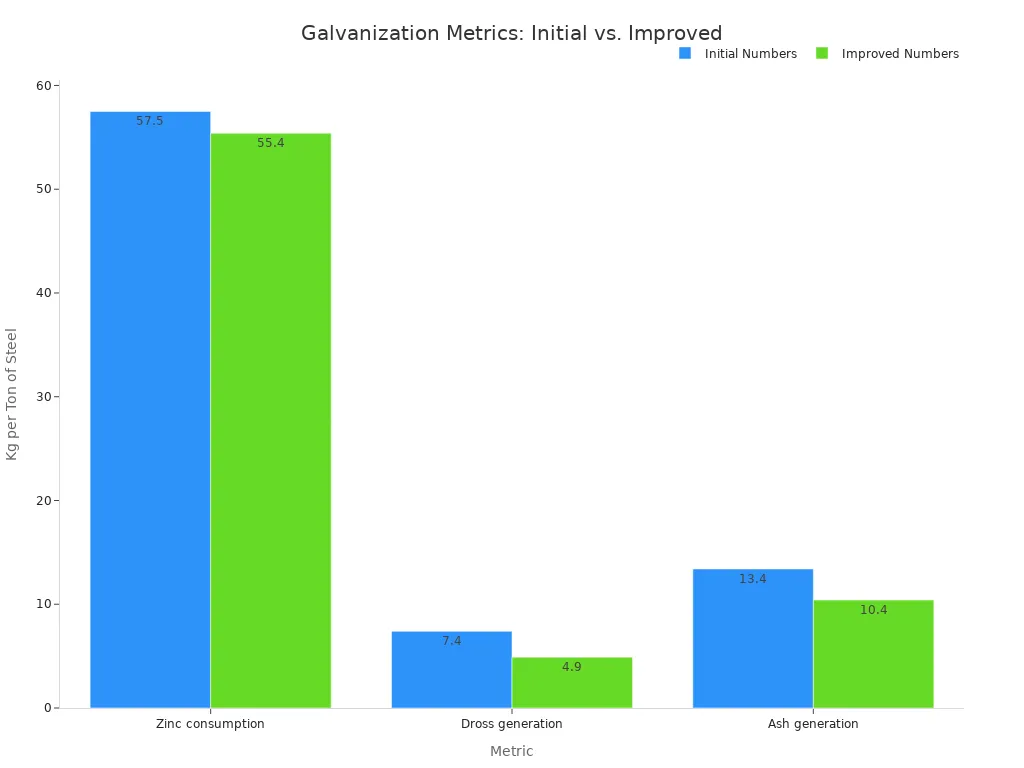
La zinka konsumo de fabriko inkluzivas pli ol nur la tegaĵon sur la ŝtalo. La procezo ankaŭ kreas kromproduktojn kiel zinkan skorion (fero-zinka alojo) kaj zinkan cindron (zinka oksido). Ĉi tiuj kromproduktoj reprezentas perdon de uzebla zinko. Tamen, procezaj plibonigoj povas signife redukti ĉi tiun malŝparon. Efikaj operacioj kondukas al pli malalta konsumo kaj malpli da kromprodukta generado, rekte reduktante materialajn kostojn.
Aliaj esencaj krudmaterialoj inkluzivas la kemiaĵojn por la antaŭtraktada procezo. Jen estas:
- Sengrasaj agentojpor purigi la ŝtalon.
- Klorida aŭ sulfata acidopor piklado.
- Zinka amonia kloridopor la flua solvaĵo.
La kosto de ĉi tiuj kemiaĵoj, kune kun ilia sekura stokado kaj forigo, aldoniĝas al la totala funkcia elspezo.
Energikonsumo
Galvanizaj instalaĵoj estas energi-intensaj operacioj. La du ĉefaj energi-elspezoj estas tergaso kaj elektro.
- Natura gaso:La fornegsistemo konsumas grandajn kvantojn da tergaso por teni centojn da tunoj da zinko fandita je 840°F (450°C) ĉiuhore.
- Elektro:Alt-vataj motoroj funkciigas la pontajn gruojn, pumpilojn kaj fumajn eltiraĵajn ventolilojn.
Investi en energiefikajn teknologiojn povas draste malaltigi ĉi tiujn kostojn. Modernaj fornodezajnoj, ekzemple, povas redukti ĉiujarajn energibezonojn je pli ol 20%. Plibonigita sistemo povus malaltigi la energikonsumon de...399.3 MJ/tunode ŝtalo ĝis nur307 MJ/tunoĈi tiu 23%-a malkresko en konsumo tradukiĝas rekte en signifajn financajn ŝparojn kaj pli malgrandan karbonan spuron, igante energian optimumigon ŝlosila celo por iu ajn moderna fabriko.
Laboro kaj Trejnado
Kompetenta kaj efika laborantaro estas la motoro de galvaniza fabriko. Laborkostoj estas grava funkcia elspezo kaj varias laŭ geografia loko kaj lokaj salajroleĝoj. Ŝlosilaj roloj en fabriko inkluzivas:
- Gruofunkciigistoj
- Laboristoj por pendigado kaj mal-pendigado de ŝtalo
- Bolkruĉfunkciigistoj aŭ "trempiloj"
- Fetlers (por finpolurado)
- Kvalitkontrolaj inspektistoj
- Prizorgaj teknikistoj
Taŭga trejnado ne estas elspezo sed investo. Bone trejnita teamo laboras pli sekure kaj efike. Tio reduktas laborejajn akcidentojn, minimumigas damaĝon al klientaj produktoj, kaj certigas konstantan kvaliton. Daŭraj trejnadprogramoj helpas dungitojn resti ĝisdataj pri plej bonaj praktikoj por sekureco, media konformeco kaj funkcia efikeco, finfine plibonigante la produktivecon kaj reputacion de la fabriko.
Prizorgado kaj Rezervaj Partoj
Mekanika ekipaĵo funkcianta en severa, alt-temperatura medio postulas konstantan atenton. Proaktiva bontenada horaro estas decida por eviti neatenditajn paneojn kaj multekostajn produktadhaltigojn.
Profesia Konsilo:Planita bontenado kostas malpli ol krizaj riparoj. Plani regulajn inspektojn por labolkruĉo, gruoj kaj fumsistemo certigas fidindecon kaj plilongigas la vivon de multekosta ekipaĵo.
Ŝlosilaj prizorgadaj agadoj inkluzivas fornegprizorgadon, gruinspektadon kaj purigadon de la vaporpuriga sistemo. Fabriko ankaŭ devas buĝeti por stoko de esencaj rezervaj partoj. Oftaj rezervaj partoj inkluzivas:
- Bruliloj kaj termoparoj por la forno
- Pumpilfokoj kaj padelradoj
- Filtriloj por la sistemo de fuma eltiro
- Elektraj komponantoj kiel kontaktoroj kaj relajsoj
Havi ĉi tiujn partojn ĉe la mano permesas rapidajn riparojn, minimumigante malfunkcitempon kaj daŭrigante la produktadlinion.
La grandeco de la bolkruĉo, la infrastrukturo kaj la prezoj de la zinko estas la ĉefaj kostofaktoroj. La kapacito, aŭtomatigo kaj loko de fabriko determinas la finan investon. La prezo de varmban galvaniza ekipaĵo varias multe. Investantoj devus konsideri la repagan temposkemon dum planado.
- La atendata repagoperiodo de nova fabriko devus esti 5 jaroj aŭ malpli.
Konsileto:Por preciza takso, konsultu kun plantfabrikistoj por ricevi detalan, personigitan oferton.
Afiŝtempo: Dec-02-2025