Protekto Kontraŭ Korodo en 2025 Kial Varma-Tremp-Galvanizado Ankoraŭ Gvidas
Varma-trempsaŭcoGalvanizado(HDG) liveras superan longdaŭran valoron por ŝtalprojektoj. Ĝia unika metalurgia ligo provizas neegalan daŭripovon kontraŭ difekto. La mergprocezo certigas kompletan, unuforman kovron, kiun ŝprucmetodoj ne povas ripeti. Ĉi tiu duobla protekto signife malaltigas la kostojn de bontenado dum la tuta vivo.
La tutmonda galvaniza merkato estas projekciita atingi 68.89 miliardojn da dolaroj en 2025.fabrikanto de galvaniza ekipaĵokonstruas progresintajngalvanigaj liniojpor kontentigi ĉi tiun kreskantan postulon.
Ŝlosilaj Konkludoj
Varmtrempa galvanizadoigas ŝtalon tre forta. Ĝi kreas specialan ligaĵon, kiu protektas ŝtalon pli bone ol farbo.
Galvanizado kovras ĉiujn partojn de la ŝtalo. Tio malhelpas ruston komenciĝi en kaŝitaj lokoj.
Galvanizita ŝtalo ŝparas monon laŭlonge de la tempo. Ĝi daŭras longe kaj bezonas malpli da riparado ol aliaj tegaĵoj.
Kio Faras Varm-Tremp-Galvanizadon la Supera Elekto?
Varmtrempa Galvanizado (VGG) distingiĝas de aliaj korodprotektaj metodoj. Ĝia supereco venas de tri kernaj fortoj: fandita metalurgia ligo, kompleta mergokovro, kaj duobla-efika protekta sistemo. Ĉi tiuj trajtoj kune kunlaboras por liveri neegalan rendimenton kaj longdaŭran valoron.
Senkompara Daŭripovo Per Metalurgia Ligo
Farbo kaj aliaj tegaĵoj simple algluiĝas al la surfaco de ŝtalo. Varm-trempa galvanizado kreas finpoluron, kiu fariĝas parto de la ŝtalo mem. La procezo implikas mergi ŝtalan parton enfandita zinkovarmigita ĝis proksimume 450 °C (842 °F). Ĉi tiu alta temperaturo ekigas difuzan reagon, kunfandante la zinkon kaj feron kune.
Ĉi tiu procezo formas serion de apartaj zink-feraj alojtavoloj. Ĉi tiuj tavoloj estas metalurgie kunligitaj al la ŝtala substrato.
Gama-tavoloPlej proksima al ŝtalo, kun ĉirkaŭ 75% da zinko.
Delta TavoloLa sekva tavolo eksteren, kun ĉirkaŭ 90% da zinko.
Zeta TavoloDika tavolo enhavanta proksimume 94% da zinko.
Eta-tavolo: La ekstera tavolo de pura zinko, kiu donas al la tegaĵo ĝian komencan brilan finpoluron.
Ĉi tiuj interplektitaj tavoloj estas fakte pli malmolaj ol la baza ŝtalo, provizante esceptan reziston al abrazio kaj difekto. La fortikaj internaj tavoloj rezistas gratvundojn, dum la pli muldebla pura zinka ekstera tavolo povas absorbi efikojn. Ĉi tiu metalurgia ligo estas signife pli forta ol la mekanikaj ligoj de aliaj tegaĵoj.
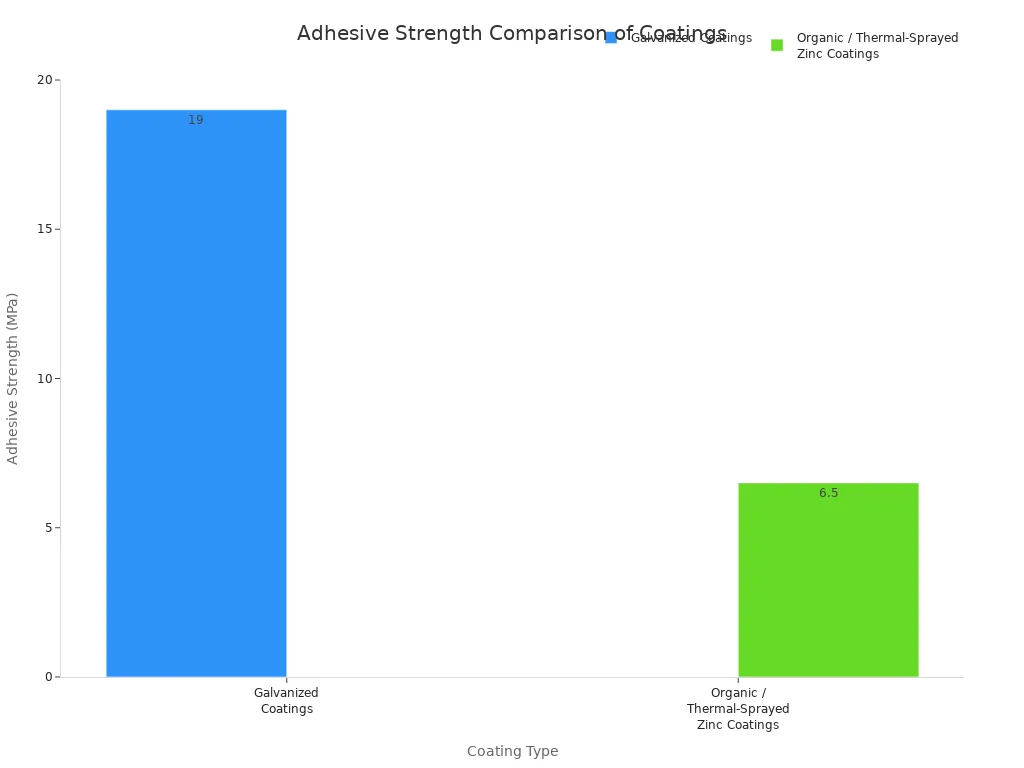
Tegaĵo-Tipo
Ligforto (psi)
Varma-Trempita Galvanizita
~3,600
Aliaj Tegaĵoj
300-600
Ĉi tiu grandega ligforto signifas, ke la galvanizita tegaĵo estas ekstreme malfacile senŝeligebla aŭ ĉizebla. Ĝi fidinde eltenas la rigorojn de transportado, manipulado kaj surloka konstruado.
Kompleta Kovrado por Totala Protekto
Korodo trovas la plej malfortan punkton. Ŝprucfarboj, praŝminko s, kaj aliaj tegaĵoj estas vundeblaj al aplikaj eraroj kiel gutoj, fluoj, aŭ maltrafitaj punktoj. Ĉi tiuj malgrandaj neperfektaĵoj fariĝas komencaj punktoj por rusto.
Varm-trempa galvanizado forigas ĉi tiun riskon per totala mergo. Trempante la tutan ŝtalfabrikaĵon en fanditan zinkon garantias kompletan kovron. La likva zinko fluas en, super kaj ĉirkaŭ ĉiuj surfacoj.
Ĉiu angulo, rando, junto, kaj interna kava sekcio ricevas unuforman tavolon de protekto. Ĉi tiu "rando-al-rando" kovro certigas, ke neniuj neŝirmitaj areoj restas eksponitaj al la ĉirkaŭaĵo.
Ĉi tiu ampleksa protekto ne estas nur plej bona praktiko; ĝi estas postulo. Tutmondaj normoj postulas ĉi tiun nivelon de kvalito por certigi rendimenton.
ASTM A123postulas, ke la galvanizita finpoluro estu kontinua, glata kaj uniforma, sen nekovritaj areoj.
ASTM A153starigas similajn regulojn por aparataro, postulante kompletan kaj adheran finpoluron.
ISO 1461estas la internacia normo, kiu certigas, ke fabrikitaj ŝtalaj artikoloj ricevas plenan, unuforman kovradon.
Ĉi tiu procezo garantias koheran protektan barieron tra la tuta strukturo, atingon, kiun manaj ŝprucaĵoj aŭ brosaplikoj ne povas ripeti.
Duobla Ago: Bariero kaj Oferprotekto
Galvanizita tegaĵo protektas ŝtalon laŭ du potencaj manieroj.
Unue, ĝi agas kielbariera tegaĵoLa zinkaj tavoloj sigelas la ŝtalon kontraŭ kontakto kun humideco kaj oksigeno. Zinko mem estas tre rezistema. En plej multaj atmosferaj medioj, zinko korodas je rapideco 10 ĝis 30 fojojn pli malrapida ol ŝtalo. Ĉi tiu malrapida korodrapideco provizas longdaŭran fizikan ŝildon.
Due, ĝi provizasoferprotektoZinko estas pli elektrokemie aktiva ol ŝtalo. Se la tegaĵo estas difektita per profunda gratvundo aŭ bortruo, la zinko unue korodos, "oferante" sin por protekti la eksponitan ŝtalon. Ĉi tiu katoda protekto malhelpas ruston rampi sub la tegaĵon kaj povas protekti nudajn lokojn ĝis ¼ colo en diametro. La zinko esence agas kiel korpogardisto por la ŝtalo, certigante, ke eĉ se la bariero estas rompita, la strukturo restas sekura kontraŭ korodo. Ĉi tiu memresaniga eco estas unika avantaĝo degalvanizado.
La HDG-Procezo: Kvalitsigno
La escepta kvalito de varm-trempita tegaĵo ne estas hazardo. Ĝi rezultas de preciza, plurŝtupa procezo, kiu garantias superan finpoluron. Ĉi tiu procezo komenciĝas longe antaŭ ol la ŝtalo iam ajn tuŝas fanditan zinkon.
De Surfaca Preparo ĝis Fandita Zinka Trempsaŭco
Ĝusta surfacpreparo estas la plej kritika faktoro por sukcesa tegaĵo. La ŝtalo devas esti perfekte pura por ke la metalurgia reakcio okazu. La procezo implikas tri ŝlosilajn paŝojn:
SengrasadoVarma alkala solvaĵo forigas organikajn poluaĵojn kiel malpuraĵon, grasaĵon kaj oleon de la ŝtalo.
PikladoLa ŝtalo estas trempita en diluitan acidan banon por forigi muelejan skalon kaj ruston.
FluadoFina trempado en zinka amonia klorida solvaĵo forigas iujn ajn lastajn oksidojn kaj aplikas protektan tavolon por malhelpi la formiĝon de nova rusto antaŭ galvanizado.
Nur post tiu ĉi rigora purigado la ŝtalo estas mergita en fanditan zinkan banon, tipe varmigitan ĝis ĉirkaŭ 450 °C (842 °F).
La Rolo de Galvaniza Ekipaĵa Fabrikisto
La kvalito de la tuta procezo dependas de la maŝinaro. Profesia fabrikanto de galvaniza ekipaĵo desegnas kaj konstruas la progresintajn liniojn, kiuj ebligas modernan HDG. Hodiaŭ, ĉefa fabrikanto de galvaniza ekipaĵo inkluzivas aŭtomatigon kaj realtempajn sensilojn por preciza kontrolo. Ĉi tio certigas, ke ĉiu paŝo, de kemia purigado ĝis temperaturadministrado, estas optimumigita. Krome, respondeca fabrikanto de galvaniza ekipaĵo realigas sistemojn, kiuj plenumas striktajn mediajn kaj sekurecajn normojn, ofte inkluzive de fermitcirklaj sistemoj por pritrakti rubon. La kompetenteco de la fabrikanto de galvaniza ekipaĵo estas esenca por konsekvencaj, altkvalitaj rezultoj.
Kiel Tegaĵa Dikeco Certigas Longvivecon
La kontrolita procezo, administrata de sistemoj de ĉefa galvaniza ekipaĵfabrikisto, rekte influas la finan dikecon de la tegaĵo. Ĉi tiu dikeco estas ŝlosila prognozilo de la funkcidaŭro de la ŝtalo. Pli dika, pli unuforma zinka tegaĵo provizas pli longan periodon de kaj bara kaj oferprotekto. Industriaj normoj specifas minimumajn dikecojn de tegaĵoj bazitajn sur la tipo kaj grandeco de la ŝtalo, certigante, ke ĝi povas elteni sian celitan medion dum jardekoj kun minimuma bontenado.
HDG kontraŭ alternativoj: Komparo de rendimento en 2025
Elektado de korodprotekta sistemo postulas zorgeman rigardon al rendimento, daŭripovo kaj longdaŭra kosto. Kvankam ekzistas multaj alternativoj,varma-trempsaŭca galvanizadokonstante pruvas sian superecon kompare rekte kun farboj, epoksioj kaj grundfarboj.
Kontraŭ Farbo kaj Epoksiaj Tegaĵoj
Farbo kaj epoksiaj tegaĵoj estas surfacaj filmoj. Ili kreas protektan tavolon sed ne kemie ligiĝas kun la ŝtalo. Ĉi tiu fundamenta diferenco kondukas al gravaj funkciaj diferencoj.
Epoksiaj tegaĵoj estas aparte emaj al difekto. Ili povas fendiĝi kaj senŝeliĝi, eksponante la ŝtalon sube. Post kiam la barilo estas rompita, korodo povas rapide disvastiĝi. La Novjorka Ŝtata Aŭtovoja Aŭtoritato lernis tion propraokule. Ili komence uzis epoksi-kovritan armaturon por vojriparoj, sed la tegaĵoj rapide fendiĝis. Tio kaŭzis rapidan difektiĝon de la vojoj. Post ŝanĝo al galvanizita armaturo por pontriparo, la rezultoj estis tiel imponaj, ke ili nun uzas galvanizitajn materialojn por siaj projektoj.
La limigoj de epoksiaj tegaĵoj fariĝas klaraj kiam oni komparas ilin kun HDG.
Ema al fendetiĝo kaj senŝeliĝo, kio permesas al rusto disvastiĝi.
Memresanigaj ecoj protektas gratvundojn kaj malhelpas rustoŝteliĝon.
Daŭripovo
Povas facile fendiĝi dum transporto kaj instalado.
Ekstreme daŭremaj alojtavoloj rezistas abrazion kaj frapon.
Riparo
Neniu kapablo mem-ripari. Difektitajn areojn oni devas permane ripari.
Aŭtomate protektas malgrandajn difektitajn areojn per oferago.
Apliko kaj stokado ankaŭ prezentas signifajn defiojn por epoksiaj tegaĵoj.
Risko de DifektoEpoksio estas fragila. Gratvundoj dum transporto aŭ instalado povas krei malfortajn punktojn por korodo.
UV-SentemoEpoksio-kovrita ŝtalo postulas specialajn baŝojn por ekstera stokado. Ĝi devas resti kovrita por eviti damaĝon de sunlumo.
Adhera PerdoLa ligo de la tegaĵo al la ŝtalo povas malfortiĝi kun la tempo, eĉ dum stokado.
Maraj MediojEn marbordaj regionoj, epoksiaj tegaĵoj povas funkcii pli malbone ol nuda ŝtalo. Salo kaj humideco facile ekspluatas ajnan malgrandan difekton en la tegaĵo.
En marbordaj medioj, HDG montras sian rezistecon. Eĉ en areoj kun rektaj salaj ventoj, galvanizita ŝtalo povas daŭri 5-7 jarojn antaŭ ol bezoni unuan prizorgadon. Ŝirmitaj areoj sur la sama strukturo povas resti protektitaj dum pliaj 15-25 jaroj.
Kontraŭ Zink-Riĉaj Enkondukoj
Zink-riĉaj grundfarboj ofte estas prezentitaj kiel likva alternativo al galvanizado. Ĉi tiuj grundfarboj enhavas altan procenton de zinka polvo miksita en farboligilon. La zinkaj partikloj provizas oferprotekton, sed la sistemo dependas de mekanika ligo, tre simile al ordinara farbo.
Varm-trempa galvanizado, male, kreas siajn protektajn tavolojn per difuza reakcio je altaj temperaturoj. Tio formas verajn zink-ferajn alojojn, kiuj estas kunfanditaj al la ŝtalo. Zink-riĉa grundfarbo simple algluiĝas al la surfaco. Ĉi tiu diferenco en ligado estas la ŝlosilo al la supera agado de HDG.
Mekanika ligo dependas de surfaca pureco; multe pli malforta.
Daŭripovo
Ekstreme malmolaj alojtavoloj rezistas abrazion kaj frapon.
Pli mola farbosimila tegaĵo povas esti facile gratita aŭ ĉizita.
Taŭgeco
Ideala por strukturŝtalo en severaj, longdaŭraj aplikoj.
Plej bona por riparadoj aŭ kiam HDG ne eblas.
Kvankam zink-riĉaj grundfarboj ofertas bonan protekton, ili ne povas egali la fortecon kaj longdaŭrecon de vera galvanizita tegaĵo. La efikeco de la grundfarbo tute dependas de perfekta surfacpreparo kaj apliko, kaj ĝi restas vundebla al gratvundoj kaj fizikaj difektoj.
Traktante Oftajn Kritikojn de HDG
Ofta miskompreno pri varmbasgalvanizado estas ĝia komenca kosto. Antaŭe, HDG foje estis konsiderata pli multekosta opcio komence. Tamen, tio jam ne validas en 2025.
Pro stabilaj zinkaj prezoj kaj pli efikaj procezoj, HDG nun estas tre konkurenciva laŭ komenca kosto. Konsiderante la totalan vivciklan koston, HDG preskaŭ ĉiam estas la plej ekonomia elekto. Aliaj sistemoj postulas oftan prizorgadon kaj reaplikon, aldonante signifan elspezon dum la projektovivo.
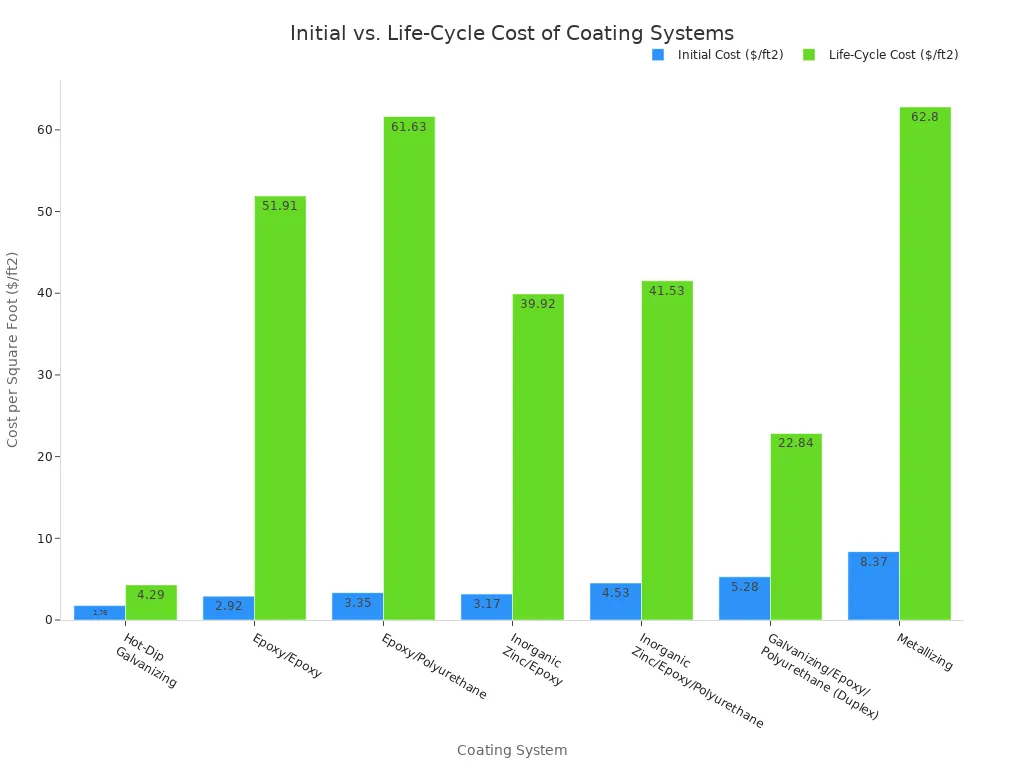
La Usona Asocio de Galvanizistoj provizas Kalkulilon de Vivciklaj Kostoj (LCCC), kiu komparas HDG kun pli ol 30 aliaj sistemoj. La datumoj konstante montras, ke HDG ŝparas monon. Ekzemple, en unu studo pri ponto kun projektita vivdaŭro de 75 jaroj:
Varma-trempsaŭca galvanizadohavis vivciklan koston de4.29 usonaj dolaroj por kvadrata futo.
UnuEpoksio/Poliuretanosistemo havis vivciklan koston de61.63 usonaj dolaroj por kvadrata futo.
Ĉi tiu grandega diferenco venas de la senprizorgada agado de HDG. Galvanizita strukturo ofte povas daŭri 75 jarojn aŭ pli sen bezono de iu ajn grava laboro. Tio igas ĝin la plej inteligenta financa investo por longdaŭraj projektoj.