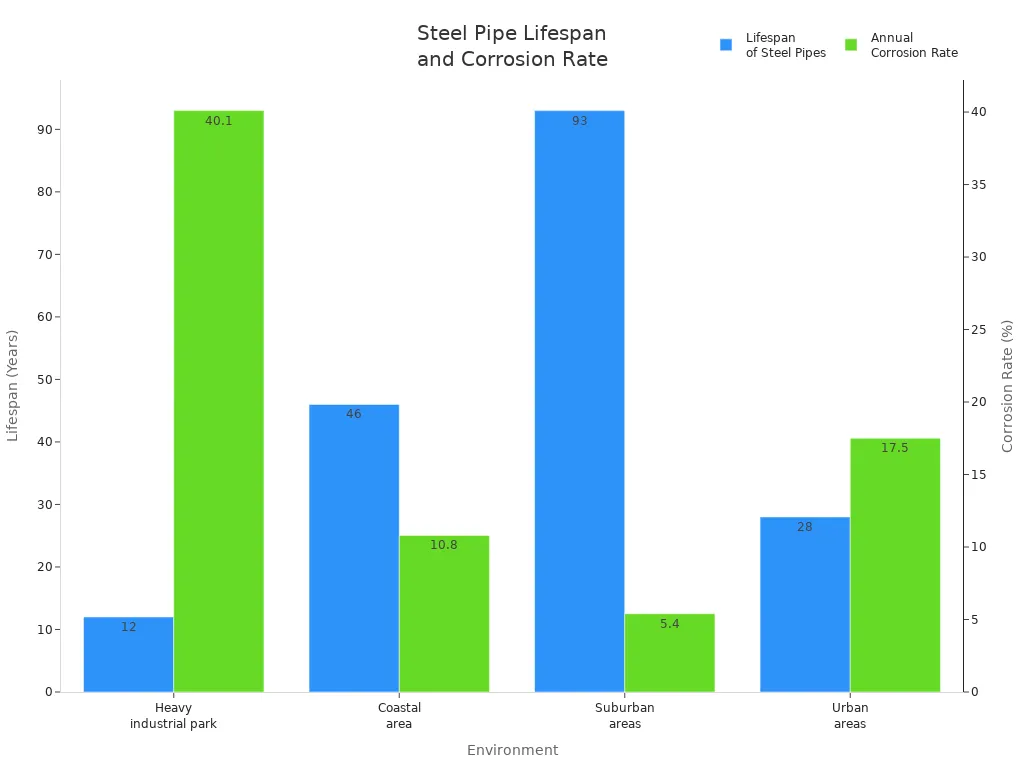
Vi protektas ŝtalajn tubojn kontraŭ rusto per varm-trempa galvanizado.Ŝtaltubaj varma-trempsaŭcaj galvanizaj ekipaĵojkovras ĉiun tubon per zinko, kreante ŝildon kontraŭ korodo.Tuboj Galvanigaj liniojhelpi certigi fortan, ebenan finpoluron. Rigardu la suban tabelon. Ĝi montras kiel galvanizitaj tuboj daŭras multe pli longe en malsamaj medioj.
Ŝlosilaj Konkludoj
- Varmtrempa galvanizadoprotektas ŝtalajn tubojn kontraŭ rusto per aplikado de dika zinka tegaĵo, kiu agas kiel bariero kontraŭ korodo.
- Taŭga surfacpreparoestas decida. Purigado kaj piklado de la tuboj certigas, ke la zinko bone adheras, malhelpante difektojn en la tegaĵo.
- Galvanizitaj tuboj ofertas longdaŭran daŭrivon, ofte daŭrantan 40 ĝis 50 jarojn, igante ilin kostefika elekto por diversaj industrioj.
Ŝtalaj Tuboj Varma-Tremp-Galvanigaj Ekipaĵoj kaj Procezaj Paŝoj

Ŝtala tubovarma-trempsaŭca galvaniza ekipaĵohelpas vin protekti ŝtalajn tubojn kontraŭ rusto kaj difekto. Vi uzas ĉi tiun ekipaĵon en multaj industrioj, kiel konstruado, maŝinaro, kemiaj fabrikoj kaj fervojoj. La ekipaĵo pritraktas tubojn kun diametroj de 1/2 ĝis 10 coloj kaj longoj de 4 ĝis 8 metroj. Ĝi povas kovri tubojn per zinko pezanta inter 50 kaj 400 gramoj po kvadrata metro. La ekipaĵo povas prilabori ĝis 80 000 tunojn da ŝtalaj tuboj ĉiujare.
| Ero | Specifo |
|---|---|
| materialo | ŝtala drato |
| diametro-intervalo | 1/2~10 coloj |
| tubolongo-intervalo | 4~8 metroj |
| tegaĵa tipo | zinko |
| tegaĵa pezo | 50~400g/m² |
| kapacito | 40000~80000T/jaro |
Surfaca Preparado kaj Purigado
Vi komencas per purigado de la ŝtalaj tuboj. Ĉi tiu paŝo forigas malpuraĵon, oleon kaj aliajn poluaĵojn. Se vi preterlasas purigadon, la zinka tegaĵo ne bone algluiĝos. Vi devas forigi veldskorion, lavojn, muelejan skvamon, vernisojn, epoksiojn, sablon, olebazitajn farbojn, krajonajn markojn kaj dikan vakson aŭ grason. Vi uzas sengrasajn banojn kun natria hidroksido por forigi oleojn kaj grasojn. Post sengrasado, vi ellavas la tubojn per akvo. Vi tiam uzas kloridan aŭ sulfatan acidon por forigi ruston kaj muelejan skvamon. Ĉi tiu paŝo nomiĝas piklado.
Konsilo: Ĉiam lavu la tubojn post acida purigado por forigi ĉiujn spurojn de acido. Sekigu la tubojn tute antaŭ ol transiri al la sekva paŝo.
Fluado de la ŝtalaj tuboj
Poste, vi trempas la tubojn en fluaĵsolvaĵon. Fluaĵado forigas iujn ajn restantajn oksidojn kaj malhelpas novan oksidiĝon antaŭ ol vi kovras la tubojn per zinko. Vi uzas zinkan amonian kloridan solvaĵon por ĉi tiu paŝo. La plej bona temperaturo por fluaĵado estas inter 60 kaj 80 °C. Ĉi tiu temperaturo helpas la fluaĵon bone purigi la ŝtalan surfacon. La ĉefaj fluaĵagentoj estas zinka klorido kaj amonia klorido. Ĉi tiuj kemiaĵoj forigas feroksidon kaj plibonigas la fluon de zinko. Fluaĵado ankaŭ helpas vin uzi malpli da zinko kaj reduktas malŝparon.
- Zinka klorido: 60–80%
- Amonia klorido: 7–20%
- Fluidec-modifantaj agentoj: 2–20%
- Aliaj kombinaĵoj: nikelo, kobalto, mangano, plumbo, stano, bismuto, antimono

Mergado en la Zinka Bano
Poste vi mergas la tubojn en banon de fandita zinko. Varm-trempa galvaniza ekipaĵo por ŝtaltuboj tenas la zinkan banon je la ĝusta temperaturo, kutime inter 825 kaj 870 °F (440–460 °C). Vi tenas la tubojn en la bano dum 5 ĝis 15 minutoj. Ĉi tiu tempo lasas la zinkon ligiĝi al la ŝtalo kaj formi fortan, unuforman tegaĵon. La zinka bano kovras ĉiun parton de la tubo, eĉ interne kaj ĉirkaŭ veldsuturoj.
Noto: Se vi ne kontrolas la temperaturon aŭ tempon, vi povas ricevi difektojn kiel akneojn, veziketojn aŭ deskvamiĝon.
Malvarmigo kaj Fina Purigado
Post kiam vi forigas la tubojn el la zinka bano, vi malvarmigas ilin en malvarmiga tanko. Malvarmigo haltigas reakciojn inter la zinko kaj aero. Vi poste ellavas la tubojn per freŝa akvo por forigi iujn ajn restantajn kemiaĵojn. Se vi uzis acidan purigadon, ellavu la tubojn duan fojon. Sekigu la tubojn per varmigita aero por certigi, ke neniu humideco restas. Ĉi tiu paŝo tenas la surfacon pura kaj malhelpas blankan ruston.
- Lavu per freŝa akvo
- Sekigu per varmigita aero
- Stoku tubojn en seka loko
Inspektado kaj Kvalittestado
Vi devas inspekti la tubojn por certigi, ke la tegaĵo estas fortika kaj ebena. Vi uzas vidajn kontrolojn, dikecmezuradojn kaj testojn por homogeneco. Vi ankaŭ kontrolas malglatecon, korodon kaj difekton. Vi mezuras la grandecon de la tubo kaj serĉas likojn. Vi sekvas normojn kiel ASTM A500 kaj EN 10219. Ĉi tiuj normoj helpas vin certigi, ke la tuboj daŭros kaj rezistos ruston.
Inspekta Tekniko Priskribo Vida inspektado Kontrolu glatecon, difektojn kaj korodon Tavola dikeco Uzu metrojn por mezuri la dikecon de tegaĵo Homogeneco Serĉu ŝeliĝon aŭ neegalan tegaĵon Malglateco Testa surfaco malglateco Koroda inspektado Trovu gratvundojn aŭ difektojn Velda kvalito Kontrolu fendetojn aŭ skorion Kemia konsisto Testu por ĝusta enhavo de zinko kaj ŝtalo Mekanika konduto Mezuru forton kaj flekseblecon Dimensia inspektado Konfirmu diametron, dikecon kaj longon Logoo kaj markado Kontrolu la ĝustajn etikedojn Elflua testo Certigu, ke la tuboj ne havas fendetojn aŭ truojn Sekureca Rememorigo: Ĉiam sekvu la sekurecajn regulojn dum uzado de ŝtaltubaj varma-trempaj galvanizaj ekipaĵoj. Inspektu la tubojn por difektoj kaj certigu, ke la akvokvalito estas bona por malhelpi korodon.
Avantaĝoj de Ŝtaltuba Varma-Tremp-Galvanigada Ekipaĵo

Supera Protekto Kontraŭ Rusto kaj Korodo
Vi ricevas fortan protekton kontraŭ rusto kiam vi uzasŝtaltuba varma-trempiĝa ekipaĵoLa zinka tegaĵo formas dikan baron, kiu tenas akvon, aeron kaj kemiaĵojn for de la ŝtalo. Ĉi tiu baro funkcias pli bone ol farbo aŭ maldikaj tegaĵoj. La zinko ankaŭ protektas la ŝtalon se la tegaĵo gratas. Zinko unue korodos, savante la ŝtalon sube.
- La dika zinka tavolo rezistas severan veteron kaj kemiaĵojn.
- Vi vidas ĉi tiun metodon uzatan por pontoj, latbariloj kaj subĉielaj tuboj ĉar ĝi daŭras pli longe.
- La zinka tegaĵo uzas kaj barieran kaj oferprotekton, do viaj tuboj restas sekuraj eĉ se la surfaco difektiĝas.
Sciencaj studoj montras, ke zinko formas specialajn kombinaĵojn, kiel ZnO kaj Zn5Cl2(OH)8, kiuj malrapidigas ruston kaj tenas tubojn fortaj en malfacilaj medioj.
Mekanismo Priskribo Bariera Protekto Zinka tavolo malhelpas akvon kaj aeron atingi ŝtalon. Oferprotekto Zinko korodas antaŭ ŝtalo, protektante ĝin eĉ se gratita. Natura Veterdisfalo Kun la tempo, zinko formas ekstrajn tavolojn, kiuj aldonas pli da protekto. Plibonigita Daŭripovo kaj Longviveco
Vi povas atendi, ke galvanizitaj tuboj daŭros jardekojn. Ju pli dika la zinka tegaĵo, des pli longe viaj tuboj daŭros. Ekzemple:
Tegaĵo-Tipo Atendita Vivdaŭro en Moderaj Medioj G30 5–10 jaroj G90 20 jaroj aŭ pli Plej multaj galvanizitaj tuboj daŭras ĉirkaŭ 40 ĝis 50 jarojn. En sekaj lokoj, ili povas daŭri eĉ pli longe. Se vi uzas ŝtalajn tubojn per varm-trempa galvanizado, vi helpas viajn tubojn rezisti ruston kaj difekton dum multaj jaroj.
- Tuboj en malalt-humidecaj regionoj povas daŭri ĝis 70 jarojn.
- En malsekaj aŭ salaj lokoj, la vivdaŭro povas esti pli mallonga, sed tamen multe pli longa ol tiu de netegita ŝtalo.
Kostefikeco kaj Malalta Bontenado
Vi ŝparas monon laŭlonge de la tempo per galvanizitaj tuboj. La komenca kosto estas iom pli alta ol tiu de farbo, sed vi elspezas malpli por riparoj kaj bontenado. Jen rapida komparo:
Protekta Metodo Komenca Kosto Vivdaŭro (jaroj) Kostoj de bontenado NPV Varma-trempsaŭca galvanizado 100 25 0 100 Farbosistemo 90 8 169 169 Galvanizitaj tuboj bezonas malpli da purigado kaj malpli da riparoj. Ilia forta tegaĵo signifas, ke vi ne devas zorgi pri rusto aŭ likoj tiel ofte. Tio igas ilin inteligenta elekto por grandaj projektoj kaj lokoj, kie vi volas, ke tuboj daŭru longe.
Varm-trempa galvaniza ekipaĵo helpas vin protekti ŝtalajn tubojn dum multaj jaroj. Vi ricevas fidindan rendimenton en diversaj medioj.
- Longdaŭra daŭripovo dependas de mediaj kondiĉoj.
- Fakuloj dirasĉiu procezpaŝo influaskvalito kaj forto de la tegaĵo.
Paŝo Efiko sur Efikeco Purigado Plibonigas adheron kaj malhelpas difektojn Piklado Influas glatecon kaj kvaliton Fluado Certigas unuforman fluon de zinko Mergado Kontrolas dikecon kaj internan kvaliton Inspektado Konfirmas, ke la tegaĵo plenumas la normojn
Afiŝtempo: 11 septembro 2025